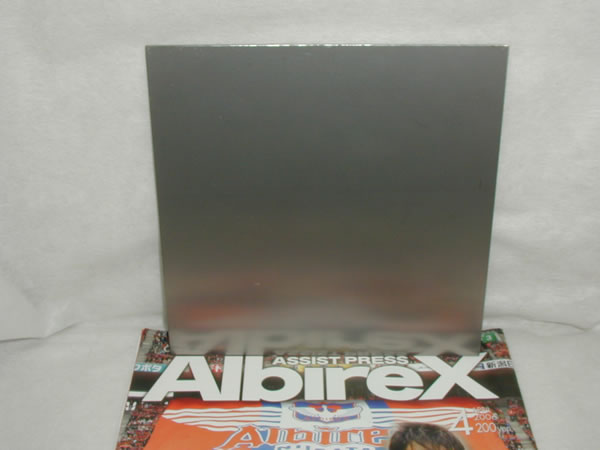
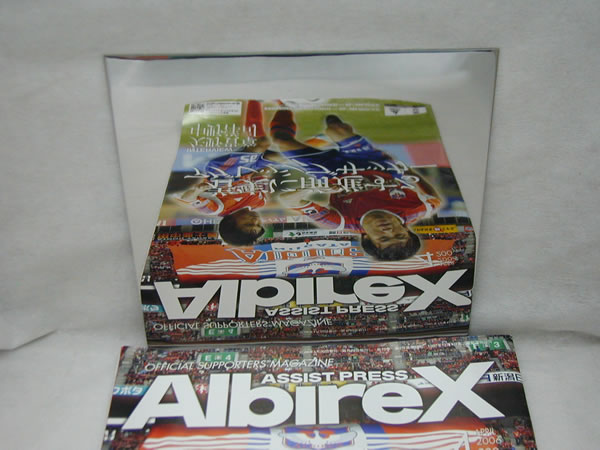
ナノレベルの高鏡面を実現!

手前に置いたサボテンが
鏡面化した圧延材に写っています。
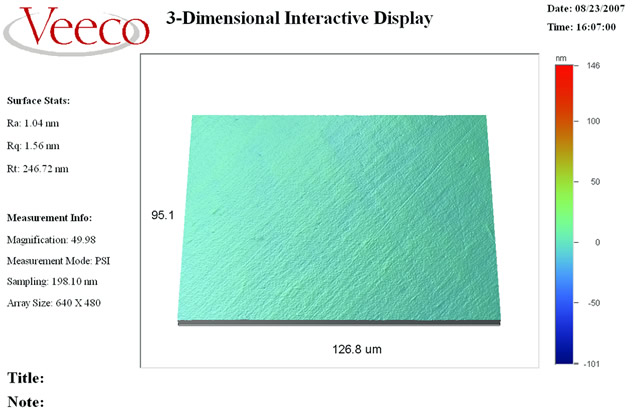
サブミクロンの鏡面仕上げが得られます。また条件によりナノレベルの高鏡面も可能です。
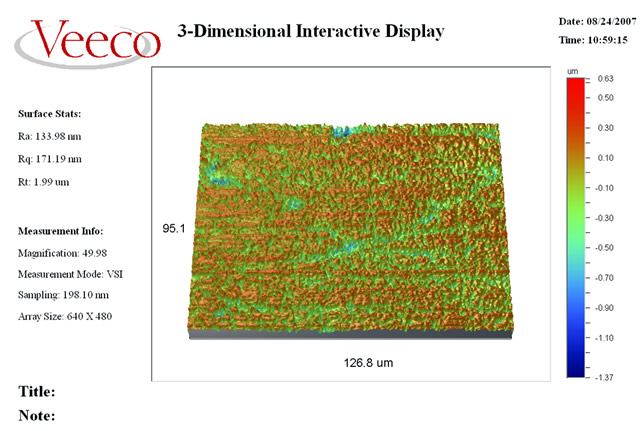
一例としてステンレスSUS304 2Bの圧延材では、研磨前が平均粗さが0.1μmのものを平均粗さ1nmの平滑面に研磨することができます。
平滑性に優れた金属表面は非付着性、洗浄性に優れた状態となります。またメタルシールを用いる真空気密部品では、シール性に優れた鏡面をつくり超高真空にも使用できる面粗さを得ることができます。
表面粗さ比較(1nm=0.001ミクロン)
物理研磨と違い、熱による金属表面の歪みがありません!
バフ研磨等の物理研磨では熱による金属表面の歪みが発生してしまう場合があります。電解複合研磨では熱による金属表面の歪みが起きません。
変質が少ないクリーンな表面物性!
金属表面の圧縮された変質層ができません。また研磨材の巻き込みもありません。したがいまして表面が非常にクリーンな状態となります。
高い非付着性・洗浄性を実現!
研磨面の平滑性が非常に良いため、内容物の付着が少なく、洗浄性に優れています。


内面を鏡面化したパイプを縦に切断。
電解複合研磨はこんな用途で使われています。 >>電解複合研磨の活用用途