
専門家が教えるステンレス酸洗い
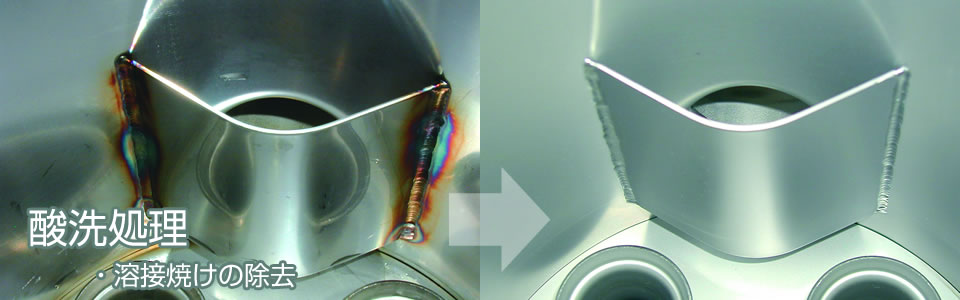
大事な製品に酸洗い処理をしてこんなことありませんでしたか?

製品の隙間より液だれを起こした例
苦労して作った製品が酸洗いで汚くなってしまったり、シミが出てなかなかとれない。あるいは出荷後に隙間から液だれで不良品になってしまった。
それでも直せるうちはまだ良いほうで、過剰な酸洗いで製品が酸荒れを起こしてしまい直せなくなってしまった。他にも酸洗いをしたにもかかわらず錆びてしまった、複雑な形状のため内部の酸処理がうまく出来ないといった悩みもよく聞きます。
酸洗いでのトラブルは最後の工程だけに費用や納期・手間などの余計な損失が起こってしまいます。
間違った対応をすると更に大きな損失になります

このような配管内部は難度が高い
市販の焼け取り剤を使って、製品の焼け取りをしている方も多いと思います。焼け取り剤は使い方や手順によって、出来栄えには大きく差が出ます。しかも焼け取り剤を塗った部分だけ色が違ってしまうのが普通です。また酸処理のポイントは隙間部分の液出しと最後の水洗です。水道水で洗っていてはシミは永遠になくなりません。
また焼け取り剤を使うことのコスト計算はされているでしょうか?焼け取り作業は思いのほか時間が掛かっているはずです。その時間コストと酸洗いを外注した場合の費用を一度比較してみてください。もしかしたら利益のカギがそこにあるかも知れません。
市販の焼け取り剤でも溶接スケールはとれますが…

簡単に見えますが頑固な溶接焼け
こういった酸洗いでの問題に対応するため、一度酸処理の終わった製品を再洗浄するなど、苦労して何とか仕上げている方も多いと思います。
しかし、トータルでみると酸洗いに手間を掛けすぎて、ちっとも利益がでなかったり、せっかく製品自体はよく出来ているのに酸洗いがネックになって、どうも見た目が悪い。
さらには、結局外観上の問題から研磨までする羽目になったり、最悪の場合作り直したなどという話もよく聞きます。

