研磨する製品を陽極(プラス側)にして対極となる陰極(マイナス側)との間に電解液を介して直流電流を流すことで電解研磨されます。
1.電解研磨の開始(通電開始)
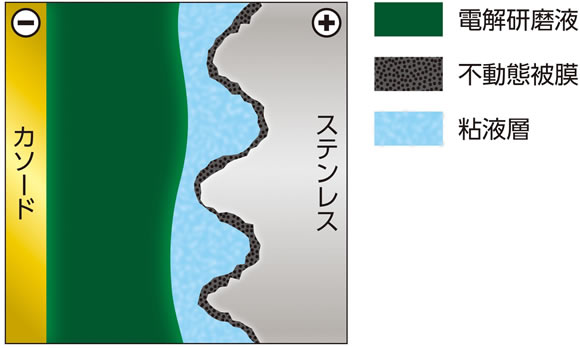 通電を開始した直後、流れる電流の量は急激に低下し、その後戻ることなくほぼ安定して流れるようになります。これは通電開始直後、抵抗が急激に増している事を意味しており、通電により表面の金属がイオンとして電解液中に溶け出し粘液層を形成します。
通電を開始した直後、流れる電流の量は急激に低下し、その後戻ることなくほぼ安定して流れるようになります。これは通電開始直後、抵抗が急激に増している事を意味しており、通電により表面の金属がイオンとして電解液中に溶け出し粘液層を形成します。
この粘液層は電解液より抵抗が大きく、成長とともに抵抗がより大きくなるために、電流の低下となって現れると考えられます。この粘液層は実際に肉眼で確認することが出来ます。粘液層の成長が止まる事で電流は安定します。
2.電解研磨による平滑化の進行
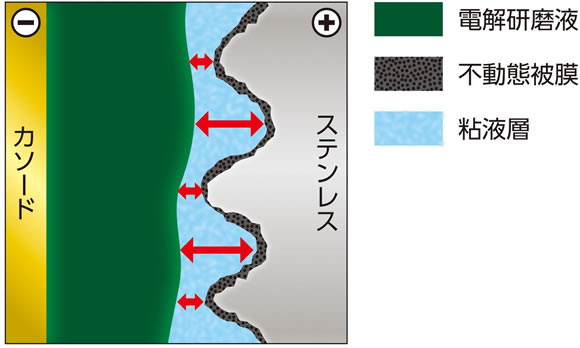 電解研磨液の抵抗は小さく、仮にゼロとするとマイナス側が電解研磨液と粘液層との境界線まで移動してきたことと同じことになります。
電解研磨液の抵抗は小さく、仮にゼロとするとマイナス側が電解研磨液と粘液層との境界線まで移動してきたことと同じことになります。
ステンレス表面凸凹の頂上に当たる部分においては粘液層が薄いために抵抗が小さく、谷部においては粘液層が厚いために抵抗が大きくなります。従って、電流は頂上部で流れやすく、谷部においては流れにくくなります。
その結果、電流が流れやすい頂上部では溶解が急速に進み、凸凹はなだらかになり平滑化が進行します。
3.Crに富んだ不動態被膜の生成
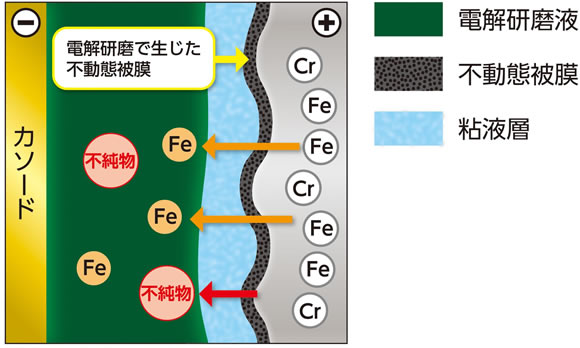 ステンレス表面では溶解が進行する一方、同じところで不動態被膜の生成が同時に進行します。
ステンレス表面では溶解が進行する一方、同じところで不動態被膜の生成が同時に進行します。
ステンレスの主要な成分としてのFeとCrは溶解とともに溶け出し、Crは直ちに酸素と結合しステンレス表面に新たな酸化皮膜(不動態被膜)を生成します。
それが繰り返されることでCrが濃縮され、よりCrに富んだ不動態被膜が生成されていきます。
また、溶解作用によりステンレス表面の不純物(汚れ、バフ粉、介在物、加工変質層等)が除去され、クリーンな表面となります。
4.不動態被膜の均一化
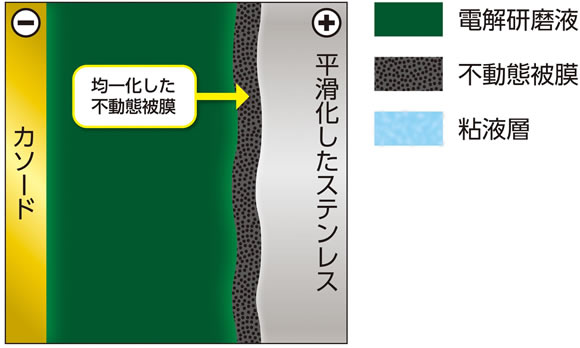 さらに、不動態被膜はステンレスより電気抵抗が大きいため、皮膜の薄いところでは厚いところより電流が流れ易くなります。その結果、不動態被膜の厚みの均一化が進みます。
さらに、不動態被膜はステンレスより電気抵抗が大きいため、皮膜の薄いところでは厚いところより電流が流れ易くなります。その結果、不動態被膜の厚みの均一化が進みます。
電解研磨されたステンレス表面は、以上の過程を通じて最終的には次のような機能性を持った研磨面となります。
•ステンレス表面を溶解させることで不純物など不都合な部分を取り除き、凸部が優先的に溶解する結果、平滑で、汚れが付き難い洗浄性のよいクリーンな研磨面となる。
•Crに富んだ強固で安定な不動態被膜が生成される結果、高い耐食性をもつ研磨面となる。