電解研磨はピカピカが当たり前なんですが・・・
このページは電解研磨の仕上りに関する特徴がどの様なものなのかを知っていただくためのページです。
その他の事が原因となって仕上りに影響を与えるケースもありますので、該当しない場合は他の解説ページもご覧ください。
1.電解研磨は電気を使って作業しますので、電解研磨の性質として、高電流部、低電流部の発生が不可避です。よく研磨される部分とそうでない部分が発生します。また、一般的には、電解研磨する製品が大きい物ほど高電流部、低電流部の差が大きくなり、仕上りの差が目立ちやすくなります。逆に小さいものほど差が小さく、仕上りの差は目立ちにくくなります。
【電解研磨されやすい部分とされ難い部分のモデル】
※浸漬方式による成り行き電解研磨の場合。
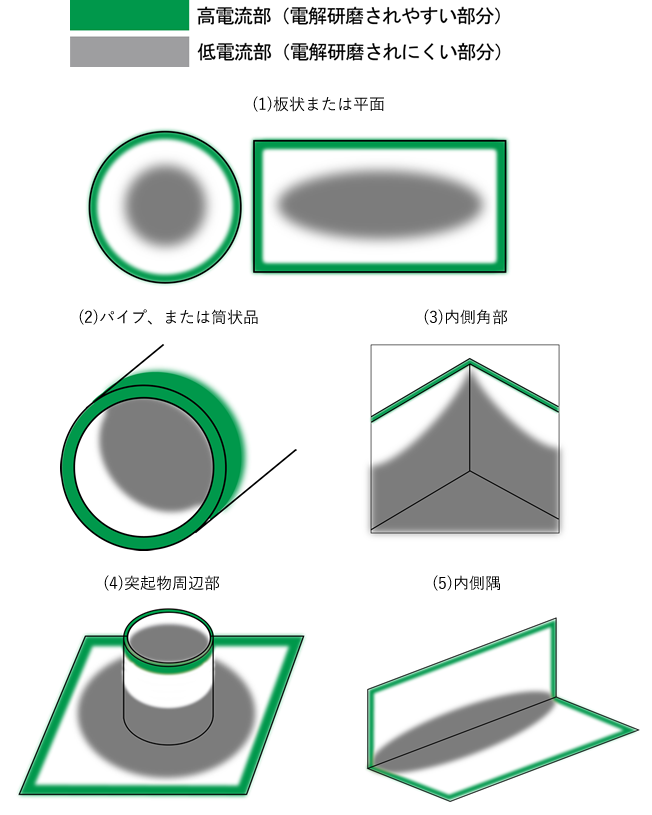
浸漬方式による成行き電解研磨では、製品の全面に渡って一様にピカピカに光沢が出ることはまずないということがお分かりいただけたと思います。電解研磨されにくい部分については、対極を設置するなどの対策を施すことで、その範囲を縮小、または解消することができます。
成行き電解研磨はコスト的には安上がりです。高電流部、低電流部の差を無くすため対極を設置するなどの対策をすれば、またそれが困難なものほどコストが上昇していきます。そのコストをかけることが本当に必要な事なのかどうかを判断していただかなくてはなりません。
円板状の製品の例
【全くの成行き電解研磨の場合】

【均一に仕上げた電解研磨の場合】

2.ステンレスの種類や、表面仕上げによりそれぞれ仕上りが異なってきます。
ここで言うステンレスの種類とはSUS304、SUS430…といった種類のことを指します。種類によって成分が異なり、そのことで、電解研磨のメカニズムに影響を与え、それぞれ異なった仕上りとなります。
表面仕上げとはBA、2B…といった表面仕上げの種類を指します。一般に、ステンレスはその表面を何らかの加工が施されて販売されており、製品の製造過程でも表面に加工が加えられます。その状態の違いによりそれぞれ異なった仕上りとなります。例えば、BAやヘアライン仕上げは光沢が出やすく、2Dは光沢が出にくいです。
ステンレスの種類が同じなら同じ仕上りになるのは当然のことと考えますが、実は必ずしもそうではありません。例えば最も使用されていると思われるSUS304-2Bですが、産地やメーカーにより異なった仕上りを呈する場合が多く、同じメーカーであってもさらに細分化された企画鋼種がある場合や、それが同じであったとしてもロットの違いなどで違ってくることがあります。従って、何度も繰り返して生産する製品の場合で常に同じ仕上りを確保するには、使用する鋼種の厳密な管理をできる事が大前提となります。